3d Druck Erste Schicht Nicht Glatt

Beim 3D-Druck ist die erste Schicht von entscheidender Bedeutung. Sie ist die Grundlage für das gesamte Objekt. Wenn diese Schicht nicht glatt und gleichmäßig haftet, kann dies zu Problemen wie Warping (Verziehen), Ablösen des Drucks von der Bauplattform oder sogar zum Abbruch des Druckvorgangs führen. Dieser Artikel erläutert die häufigsten Ursachen für eine unebene erste Schicht beim 3D-Druck und bietet detaillierte Lösungen.
Ursachen für eine unebene erste Schicht
Es gibt eine Vielzahl von Faktoren, die zu einer unebenen ersten Schicht beitragen können. Die wichtigsten sind:
1. Unzureichende Betthaftung
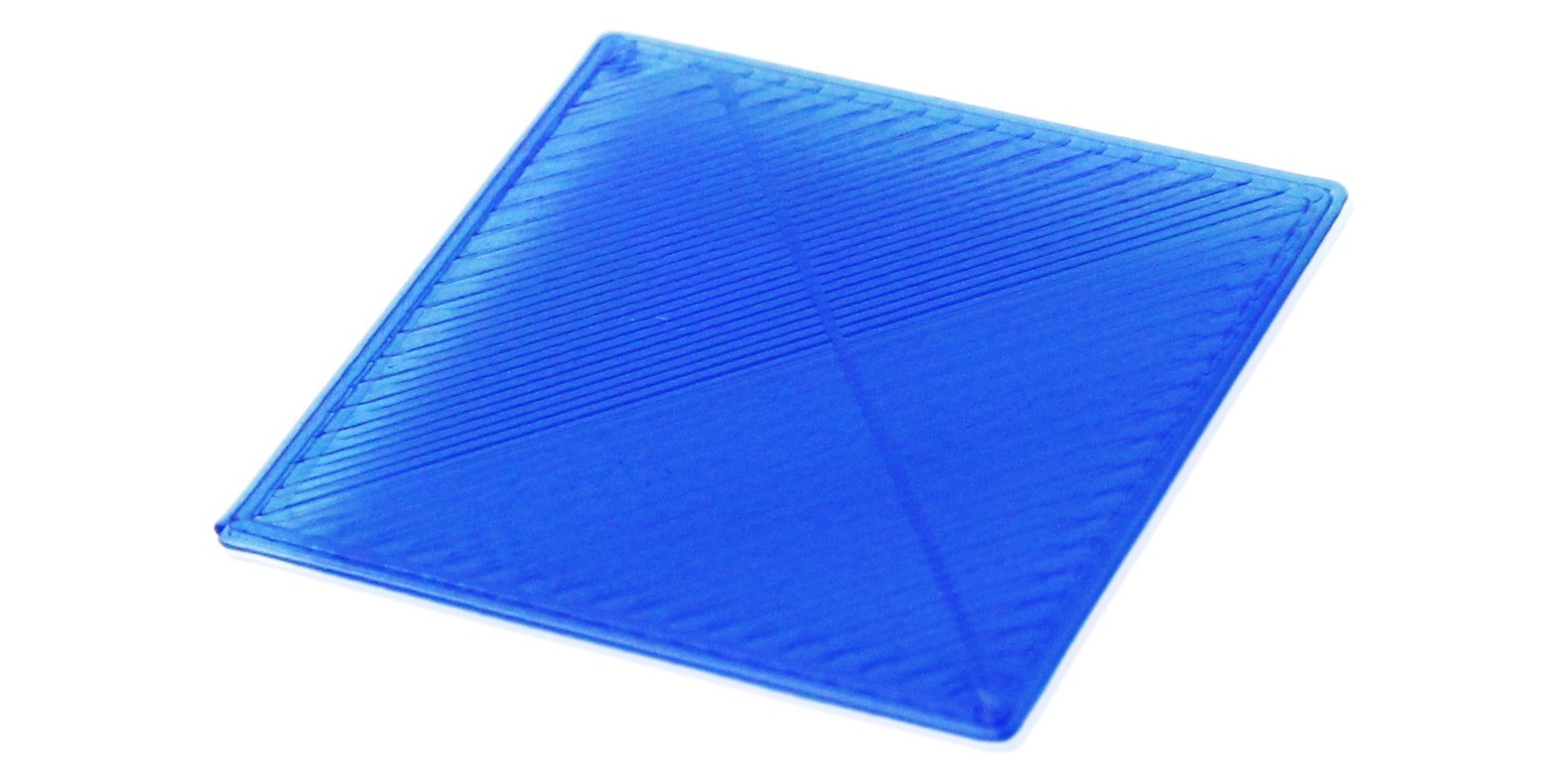
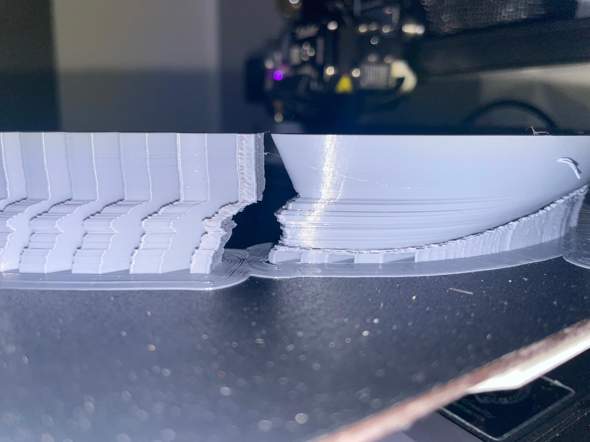
Die Betthaftung bezieht sich auf die Fähigkeit des Druckmaterials, an der Bauplattform (dem "Bett") zu haften. Eine schlechte Betthaftung führt dazu, dass sich die erste Schicht ablöst oder ungleichmäßig verteilt wird.
2. Falscher Düsenabstand zum Bett
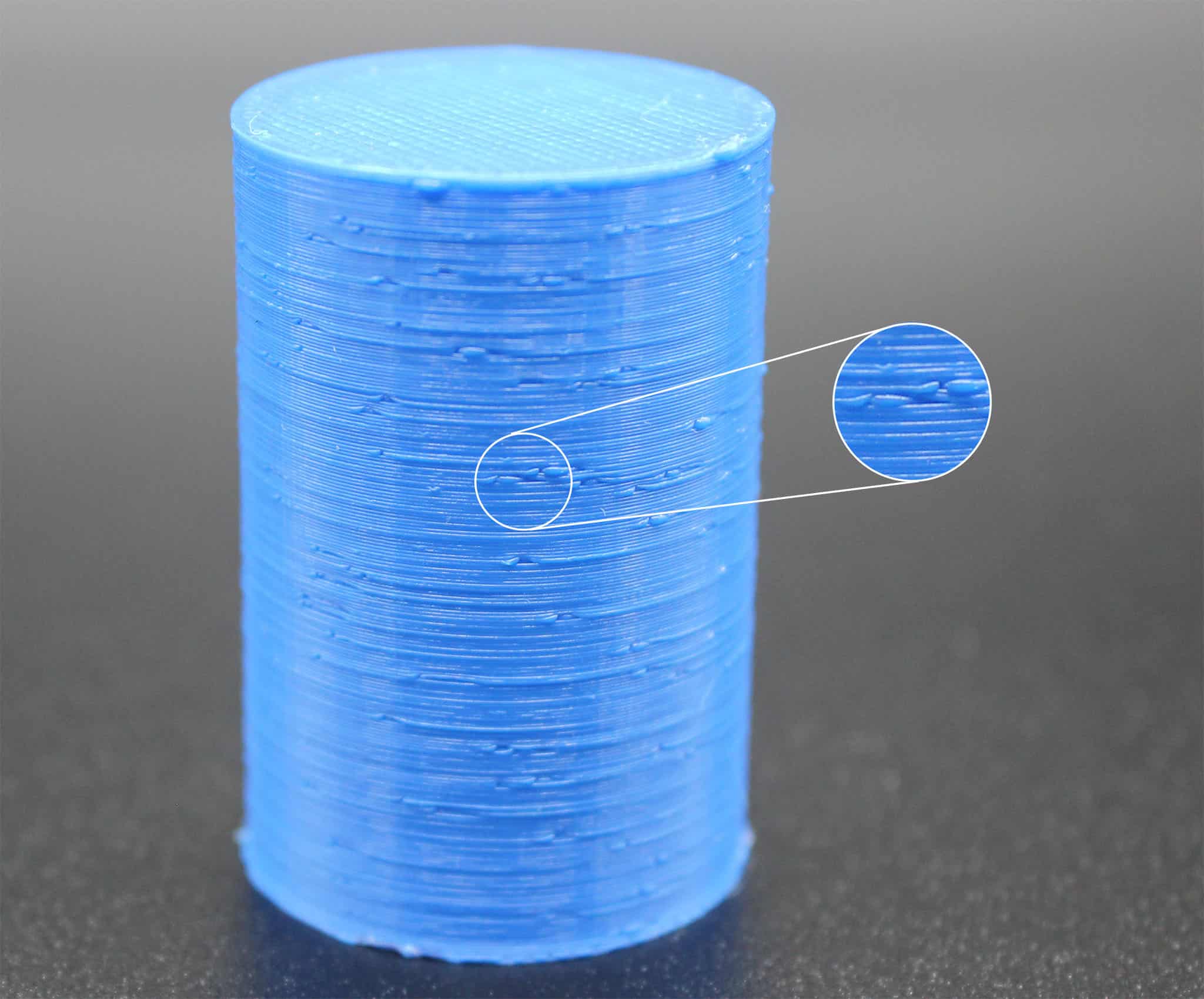
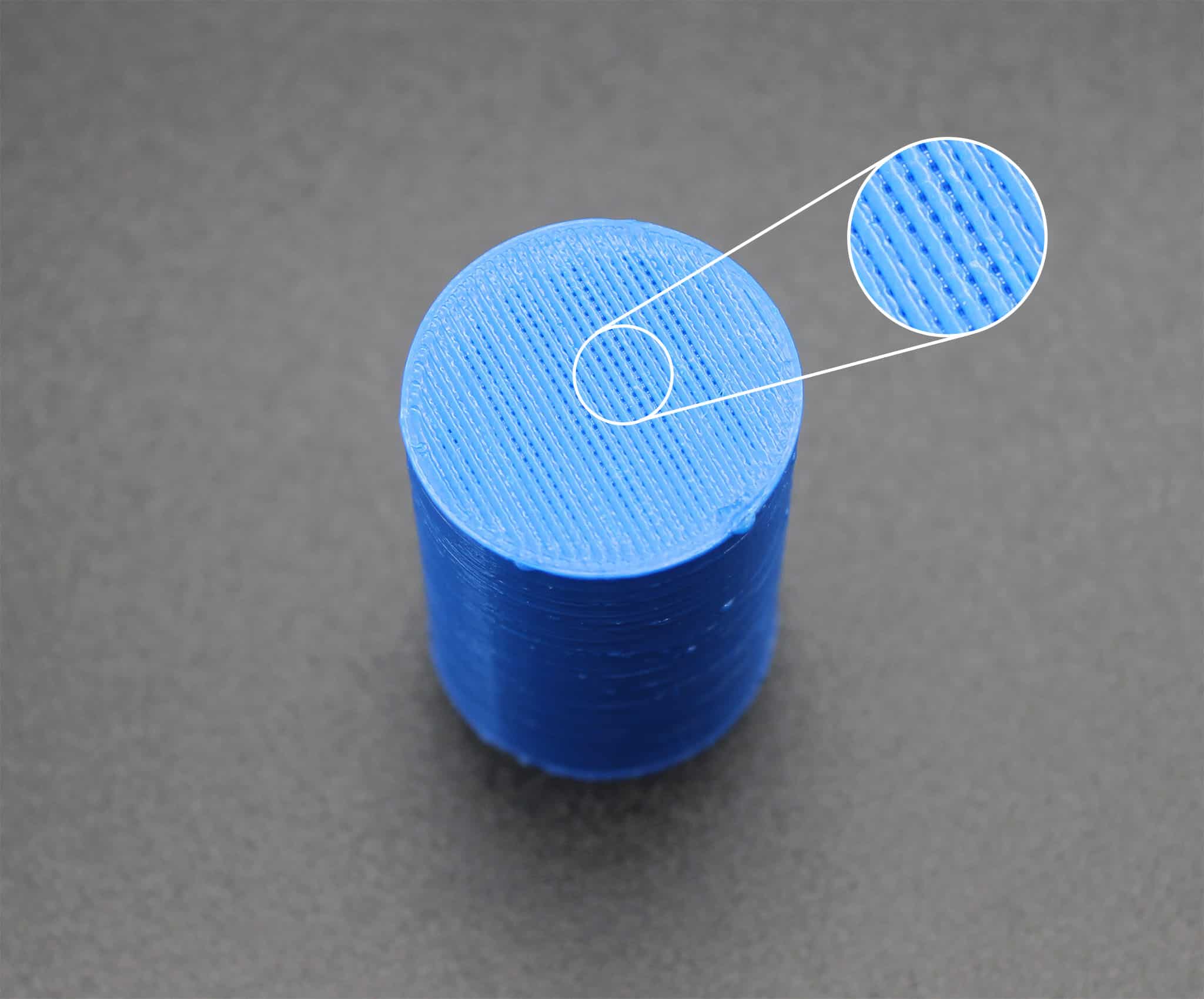
Der Abstand zwischen der Düse (der "Nozzle") und dem Druckbett ist entscheidend. Ist die Düse zu weit entfernt, haftet das Filament nicht richtig. Ist sie zu nah, wird das Filament zu stark gequetscht, was ebenfalls zu Unebenheiten führen kann.
3. Unebenes Druckbett
Ein unebenes Druckbett ist eine der häufigsten Ursachen für Probleme mit der ersten Schicht. Wenn das Bett nicht perfekt eben ist, wird die Düse in einigen Bereichen zu nah und in anderen zu weit entfernt sein.
4. Falsche Drucktemperaturen
Die Temperatur der Düse und des Druckbettes beeinflusst die Haftung des Filaments. Ist die Temperatur zu niedrig, haftet das Filament möglicherweise nicht gut. Ist sie zu hoch, kann es zu Verformungen kommen.
5. Falsche Druckgeschwindigkeit (besonders der ersten Schicht)
Eine zu hohe Druckgeschwindigkeit, insbesondere für die erste Schicht, kann dazu führen, dass das Filament nicht ausreichend Zeit hat, sich an das Bett zu binden. Dies führt zu einer ungleichmäßigen Verteilung.
6. Zugluft
Zugluft kann die Temperatur des Druckbettes lokal senken und somit die Haftung beeinträchtigen, insbesondere bei Materialien wie ABS.
7. Verschmutztes Druckbett
Fett, Staub oder andere Verunreinigungen auf dem Druckbett können die Haftung erheblich reduzieren.
8. Ungünstige Slicer-Einstellungen
Falsche Einstellungen im Slicer (der Software, die das 3D-Modell in Druckanweisungen umwandelt) können die erste Schicht negativ beeinflussen. Dazu gehören ungeeignete Flussraten oder unzureichende Betthaftungs-Optionen.
Lösungen für eine glatte erste Schicht
Nachdem die potenziellen Ursachen identifiziert wurden, können die folgenden Lösungen angewendet werden, um eine glatte und haftende erste Schicht zu erzielen:
1. Betthaftung verbessern
Es gibt verschiedene Möglichkeiten, die Betthaftung zu verbessern:
- Reinigung des Druckbettes: Verwenden Sie Isopropylalkohol (IPA) mit einer Konzentration von mindestens 70%, um das Druckbett vor jedem Druckvorgang zu reinigen. Entfernen Sie Fett, Staub und andere Rückstände. Bei hartnäckigen Verschmutzungen kann Aceton verwendet werden (Vorsicht: Aceton kann bestimmte Materialien angreifen, testen Sie es zuerst an einer unauffälligen Stelle).
- Verwendung von Haftungsmitteln:
- Haftspray: Es gibt spezielle Haftsprays für 3D-Druck, die auf das Druckbett aufgetragen werden, um die Haftung zu verbessern.
- Klebestift: Ein Klebestift (am besten auf PVA-Basis) kann ebenfalls verwendet werden. Tragen Sie eine dünne, gleichmäßige Schicht auf das Druckbett auf.
- Malerkreppband: Malerkreppband ist eine kostengünstige Option für PLA und PETG.
- Blaue Tape (Kapton Tape): Kapton Tape wird oft für ABS oder andere Filamente verwendet, die höhere Temperaturen erfordern.
- Verwendung eines beheizten Bettes: Ein beheiztes Bett ist unerlässlich für viele Filamente, da es die Temperatur des Druckbettes konstant hält und somit die Haftung verbessert.
2. Düsenabstand zum Bett korrekt einstellen
Der Düsenabstand ist entscheidend. Die meisten 3D-Drucker verfügen über eine Funktion zur Bettnivellierung. Es gibt zwei Haupttypen:
- Manuelle Bettnivellierung: Hier muss der Benutzer den Abstand zwischen Düse und Bett an mehreren Punkten manuell einstellen, meistens mit Schrauben unter dem Druckbett. Verwenden Sie ein Blatt Papier (normales Druckerpapier), um den Abstand zu überprüfen. Die Düse sollte leicht am Papier reiben, wenn Sie es darunter hindurchziehen.
- Automatische Bettnivellierung (ABL): ABL-Systeme verwenden einen Sensor, um die Unebenheiten des Bettes zu messen und automatisch zu kompensieren. Befolgen Sie die Anweisungen Ihres Druckers, um die ABL korrekt zu kalibrieren.
3. Druckbett nivellieren
Auch bei automatischer Bettnivellierung kann es sinnvoll sein, das Bett manuell vorzunivellieren, um die Arbeit des Sensors zu erleichtern.
4. Drucktemperaturen optimieren
Die optimalen Temperaturen für Düse und Bett hängen vom verwendeten Filament ab. Informationen zu den empfohlenen Temperaturen finden Sie auf der Spule des Filaments oder in den technischen Daten des Herstellers. Als Faustregel gilt:
- PLA: Düse 200-220 °C, Bett 50-60 °C
- PETG: Düse 230-250 °C, Bett 70-80 °C
- ABS: Düse 230-260 °C, Bett 80-110 °C (oder höher, je nach Drucker und Gehäuse)
Experimentieren Sie mit den Temperaturen in kleinen Schritten, um die optimalen Einstellungen für Ihren Drucker und Ihr Filament zu finden. Eine zu niedrige Betttemperatur führt oft zu Ablösung, während eine zu hohe zu Verformungen führen kann.
5. Druckgeschwindigkeit anpassen
Reduzieren Sie die Druckgeschwindigkeit für die erste Schicht. Eine langsame Geschwindigkeit (z.B. 20-30 mm/s) ermöglicht es dem Filament, sich besser an das Bett zu binden. Erhöhen Sie die Geschwindigkeit für die nachfolgenden Schichten, sobald die erste Schicht erfolgreich gedruckt wurde.
6. Zugluft vermeiden
Platzieren Sie den Drucker an einem Ort, an dem er keiner Zugluft ausgesetzt ist. Bei Materialien wie ABS, die besonders anfällig für Warping sind, kann ein Gehäuse (enclosure) hilfreich sein, um eine konstante Temperatur aufrechtzuerhalten.
7. Slicer-Einstellungen optimieren
Überprüfen Sie die Einstellungen im Slicer:
- Flussrate: Die Flussrate (Flow Rate) bestimmt, wie viel Filament extrudiert wird. Eine leicht erhöhte Flussrate für die erste Schicht (z.B. 105-110%) kann die Haftung verbessern.
- Brim oder Raft: Ein Brim ist ein dünner Rand um das Modell herum, der die Auflagefläche vergrößert und somit die Haftung verbessert. Ein Raft ist eine dicke Schicht, die unter dem Modell gedruckt wird und als "Floß" dient. Rafts werden oft verwendet, wenn das Druckbett stark uneben ist oder das Modell eine sehr kleine Auflagefläche hat.
- Initial Layer Line Width: Eine breitere Linienbreite für die erste Schicht (z.B. 110-120% der Düsenbreite) kann ebenfalls helfen.
8. Firmware-Einstellungen überprüfen
In der Firmware des Druckers (z.B. Marlin) können Einstellungen vorgenommen werden, die die erste Schicht beeinflussen. Dazu gehören z.B. die Initial Layer Height (Höhe der ersten Schicht) oder der Initial Layer Print Speed. Konsultieren Sie die Dokumentation Ihrer Firmware, um die optimalen Einstellungen zu finden.
9. Filament trocknen
Feuchtigkeit im Filament kann die Haftung beeinträchtigen. Wenn Sie den Verdacht haben, dass Ihr Filament feucht ist (z.B. durch Knackgeräusche beim Drucken), trocknen Sie es im Ofen (bei niedriger Temperatur, siehe Herstellerangaben) oder in einem speziellen Filamenttrockner.
Fazit
Eine glatte erste Schicht ist der Schlüssel zu einem erfolgreichen 3D-Druck. Durch die systematische Überprüfung und Anpassung der oben genannten Faktoren können Sie die Betthaftung verbessern und sicherstellen, dass Ihre Drucke auf einer soliden Grundlage aufgebaut sind. Geduld und Experimentierfreude sind dabei entscheidend, um die optimalen Einstellungen für Ihren Drucker und Ihre Materialien zu finden. Viel Erfolg beim Drucken!